Why A&K for Pulleys
The Drive and Direction of Every Belt
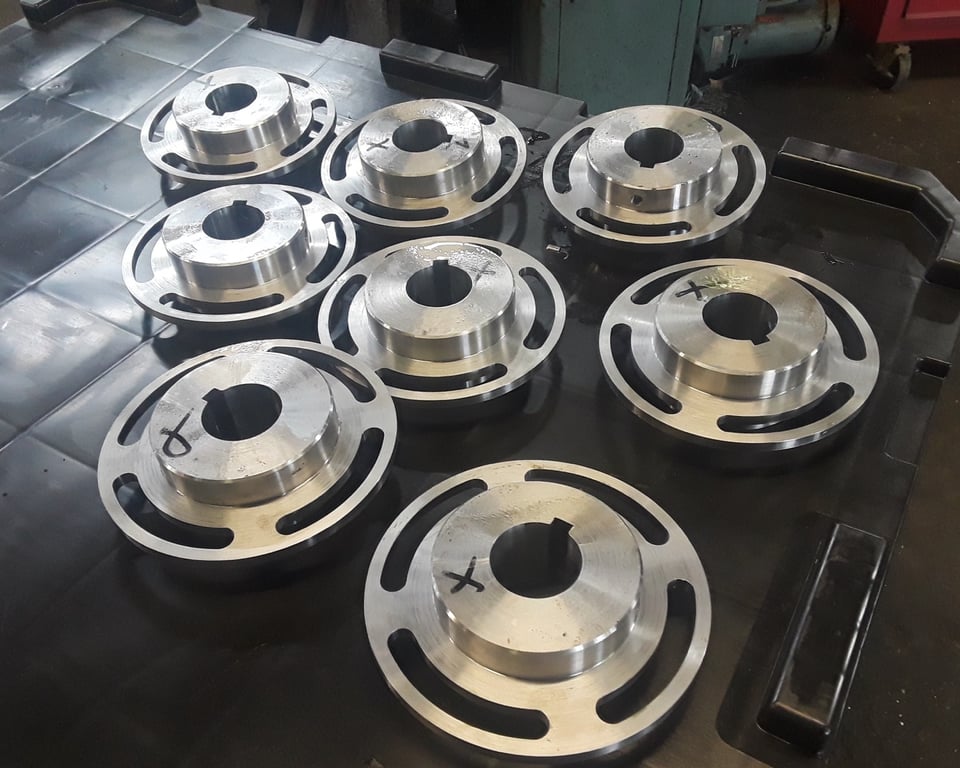
Conveyor pulleys are the critical drive and directional components on every belt system. A&K fabricates and machines the full range — from standard head and tail pulleys to specialty snub and takeup configurations — plus the accessory parts that make them work: lagging, locking elements, end disks, and shafting.
We work from your existing pulley, your belt specs, or a clean-sheet design. Standard ANSI sizes for retrofit drop-ins, custom diameters and face widths for new builds, any lagging combination for any belt material.
All CEMA B105.1 classes: Duty (CD), Mine Duty 1.5 (MD), Mine Duty 2.0 (XMD), Super Duty (SD)
Drum diameters from 4" to 60"+ in carbon or 304/316 stainless
Crowned faces (1/8" per ft of face length, CEMA standard) or flat for chain/modular belts
Lagging options: bare steel, rubber (SBR/NR/CR), ceramic-embedded, FRAS/MSHA, FDA white SBR/EPDM
Locking elements: QD, Taper-Lock, XT, Split Taper bushings, plus shrink discs for high-torque service
ISO 1940 G16 dynamic balance standard; G6.3 for high-speed installs
Reverse-engineered drop-in replacements when the OEM is gone
Field-applied cold-bond lagging refits available on existing drums