Why A&K for Gearbox Shafts
From a Worn Sample to a Drop-In Replacement
A failed gearbox shaft takes the whole conveyor down. The hard part isn't waiting on a new one — it's getting one that fits without re-machining the gearbox case or the head pulley. A&K turns gearbox shafts from solid bar with every feature — keyway, spline, snap-ring groove, shoulder, thread — cut to your print or your worn part.
We work from drawings when you have them and reverse-engineer from a worn shaft when you don't. Standard carbon and alloy grades are kept in stock; stainless and tool steels are sourced same-day. Heat treatment is in-house or coordinated locally so lead times stay tight.
Carbon (1045), alloy (4140, 4340, 8620), and stainless (304/316, 17-4 PH H1150) — picked to the failure mode, not just the OEM print
Induction, case-carburizing, nitriding, and through-hardening — heat-treat verified by Rockwell readings on the finished shaft
ANSI B17.1 parallel keyways with sled-runner ends; DIN 5480 or ANSI B92.1 splines on request
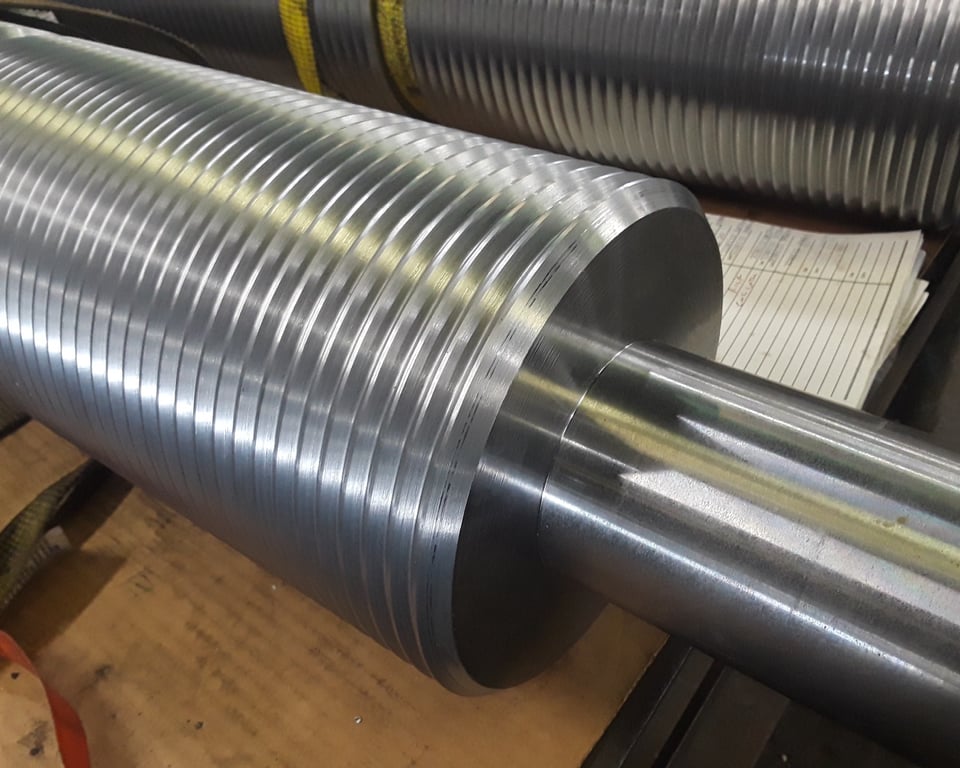
Bearing journals to IT6 (ISO 286), surface finish Ra 0.4–0.8 µm, runout (TIR) inspected on the granite plate before ship
Drop-in replacements for SEW (R/K/F/S), Dodge/ABB (TXT, Quantis, TIGEAR-2, Torque-Arm), Falk/Rexnord, Sumitomo (HSM, Cyclo), Nord, Hub City, Bonfiglioli
Emergency turnaround — call us before you buy a new gearbox